Штанцформы от «Комупак»: а какими должны быть линейки?
Шаблон для высечки и биговки картонной коробки.
Важно понимать различия между различными типами картона, главным образом сплошным беленым картоном (SBB), картоном для складных коробок (FBB) и ламинированным древесно-стружечным картоном (WLC).
Все сорта можно резать и сгибать, но для достижения наилучшего результата для каждого применения важно точно настроить станок, чтобы получить желаемый результат.
Благодаря типу и индивидуальным свойствам различных сортов картона высечка, биговка и тиснение могут выполняться с разной степенью точности.
Общим для всех картонов является тот факт, что результаты высечки различаются в зависимости от направления волокон, содержания влаги и толщины, количества и типа обработки поверхности (пигмент, покрытие пластиком или металлической фольгой).

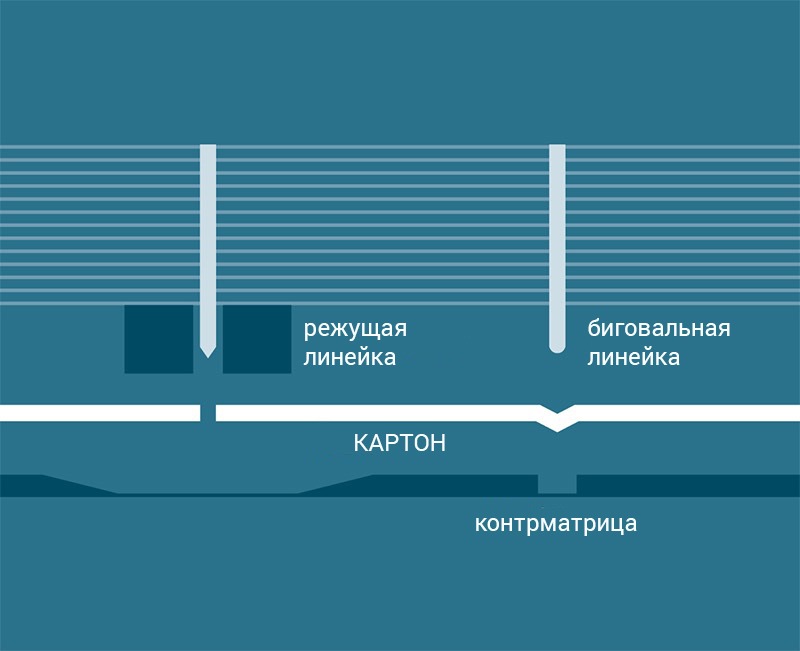
Штамп состоит из набора режущих и биговальных линеек. При выполнении операции высечки на автоматическом плоско-высекательном прессе штамп совершает возвратно-поступательные движения вверх и вниз по направлению к картону, который укладывается на заготовку. После одного цикла отрезанный лист картона удаляется и в машину подается новый.
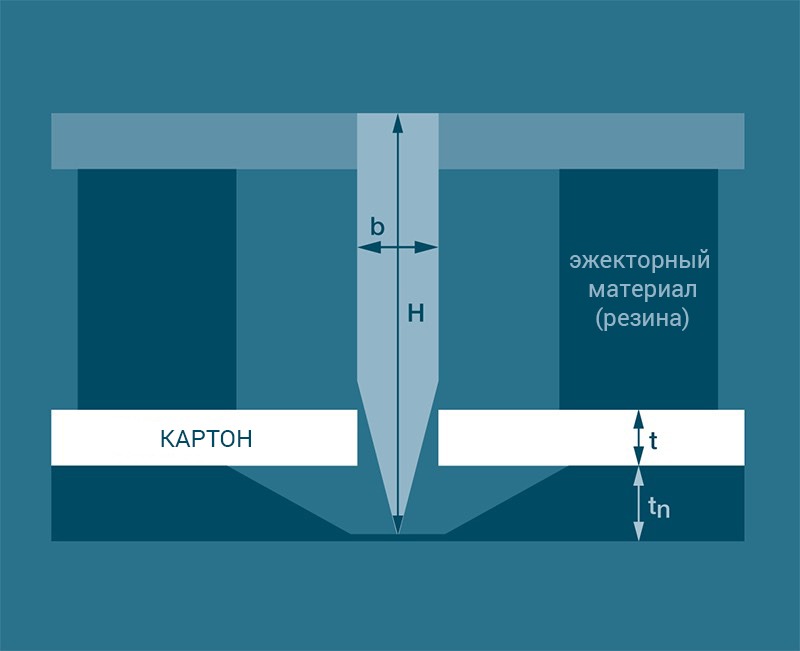
Задача эжекторной резины — удерживать лист в фиксированном положении во время резки и выталкивать картонные заготовки из штанцформы.
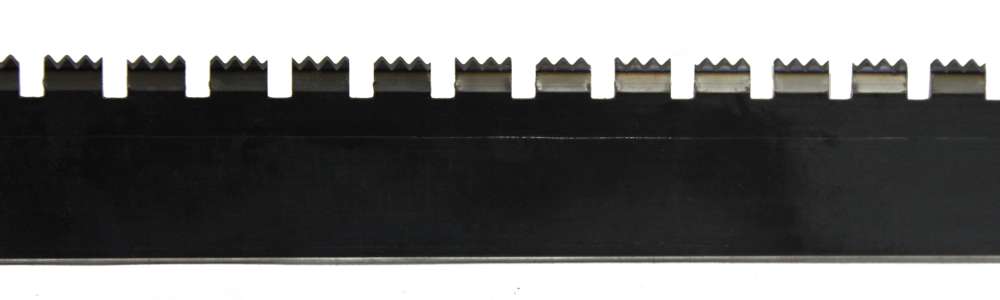
Режущие линейки различаются видами заточки.
Геометрия заточки (форма и размер) различна и зависит главным образом от типа используемого картона.
Высота надреза должна быть немного выше толщины картона. При разработке штампа все эти нюансы учитываются.
Размеры инструмента должны соответствовать используемым материалам. Для получения чистых кромок важно обеспечить правильные условия резки. Из-за своей прочности, жесткости и плотности картон требует острых, хорошо отрегулированных ножей и контроля высекательной машины.
Сила давления, необходимая для прорезания, должна хорошо контролироваться, чтобы свести к минимуму то, что называется «передавом» штанцформы.
В противном случае ножи слишком сильно ударятся о контрматрицу, что быстро повредит и ухудшит качество режущих кромок. Все линейки должны быть одинаковой высоты, чтобы прорезать всю толщину картона. Точная настройка уровня каждой высечки важна и требует кропотливой работы, так как, если нарушена настройка в одной области листа, то это может вызвать нарушения в других областях.
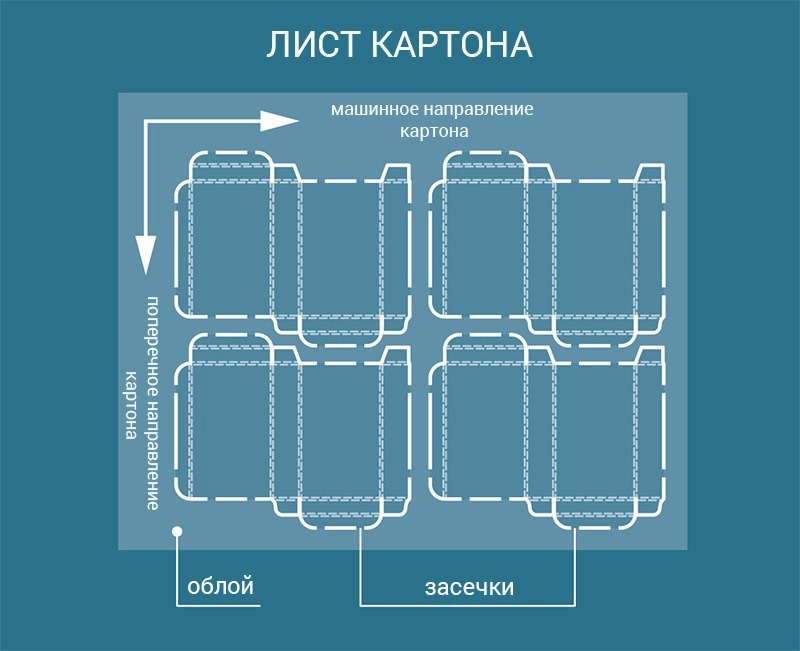
Контроль положений просечек, получаемые в результате высечки на штампе необходим для фиксации облоя в едином листе высекаемого материала.
Прочность просечек на материале зависит от таких факторов, как:
- направление волокон картона;
- способ выполнения надрезов;
- наполнение эжекторным материалом;
- размеры надрезов;
- расположение надрезов;
- количество надрезов;
- влажность картона;
- тип волокна.
Идеальное положение просечек соответствует силе захвата автоматических машин. Клапана одной заготовки должны быть соединены с другой заготовкой двумя зазубринами, расположенными как можно дальше друг от друга. Не следует делать просечки на клеевых местах. Зазубрины получают путем шлифовки насечки в линейке с помощью шлифовального круга.
Размеры зазубрин должны быть как можно меньше. Как правило, ширина просечки варьируется от 0,4 мм до 1,5 мм в зависимости от прочности и толщины картона.
Наполнение эжекторным материалом режущей матрицы играет очень важную роль для качества конечного результата.
Правильно выполненная оклейка материалами штанцформ от «Комупак» соответственно поддерживает производительность, позволяя работать на более высоких скоростях и сводя к минимуму риск остановок из-за того, что отходы выпадают из машины или листы не выбрасываются должным образом из матрицы.
При резке эжекторный материал фиксирует и защищает лист до и во время резки, а также помогает отделять отрезанный материал от листа. Все линейки штампов вокруг внешних краев рисунка должны быть оклеены резиной с закрытыми порами. Они сжимают воздух внутри материала и помогают вытолкнуть лист из режущей матрицы.
Чтобы избежать нежелательной нагрузки на зазубрины, не следует создавать просечки через резину. Это создаст дополнительную нагрузку на них во время операции резки и может снизить их прочность до 30%, что может привести к преждевременному разрушению.